As promised in the last post, this is my method for making more realistic wheels nuts without having to drill nuts precisely with tiny drills.
First I grip a 10ba nut on a piece of 10ba studding (lengths cut from using 10ba screws – I bought a 1000 11/2” at a good price so most need cutting down) in a pin vice. Then screw another nut part way on to the studding – enough to hold it tight but not have the thread coming all the way up the centre.

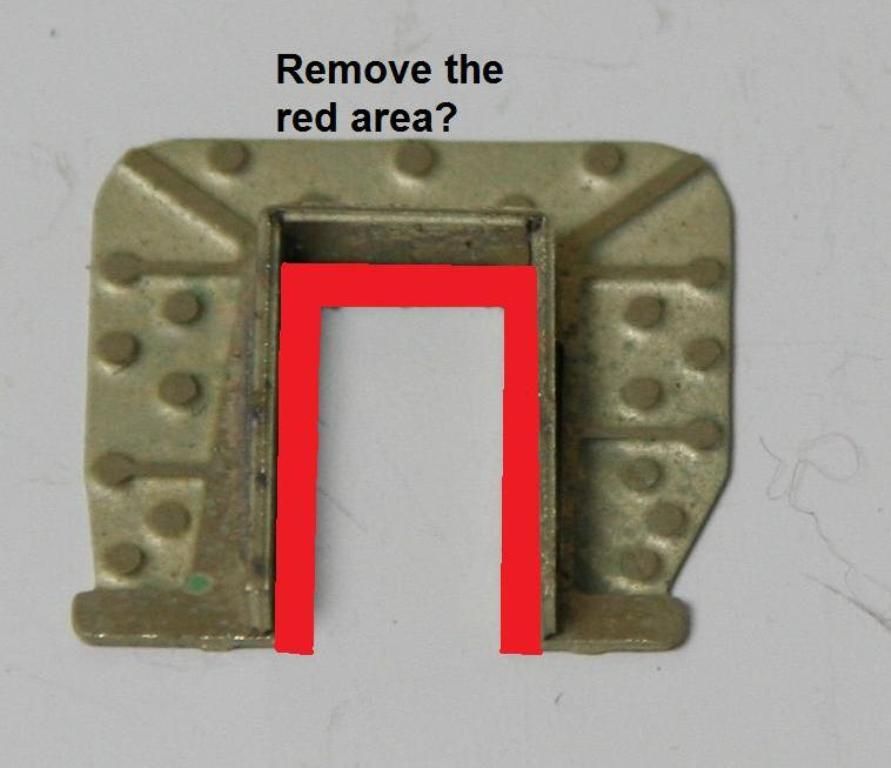
Next using a piercing saw make a cut across the flats.


Follow up this cut by running a triangular file down the cut to deepen and widen it.



Next grip the nut with the groove horizontal and file the ridge of each side of the nut rounding it (I did this after soldering to the washer on my first effort and this is definitely an improvement). I used a set of surgical clamps for this but pliers would do just as well.
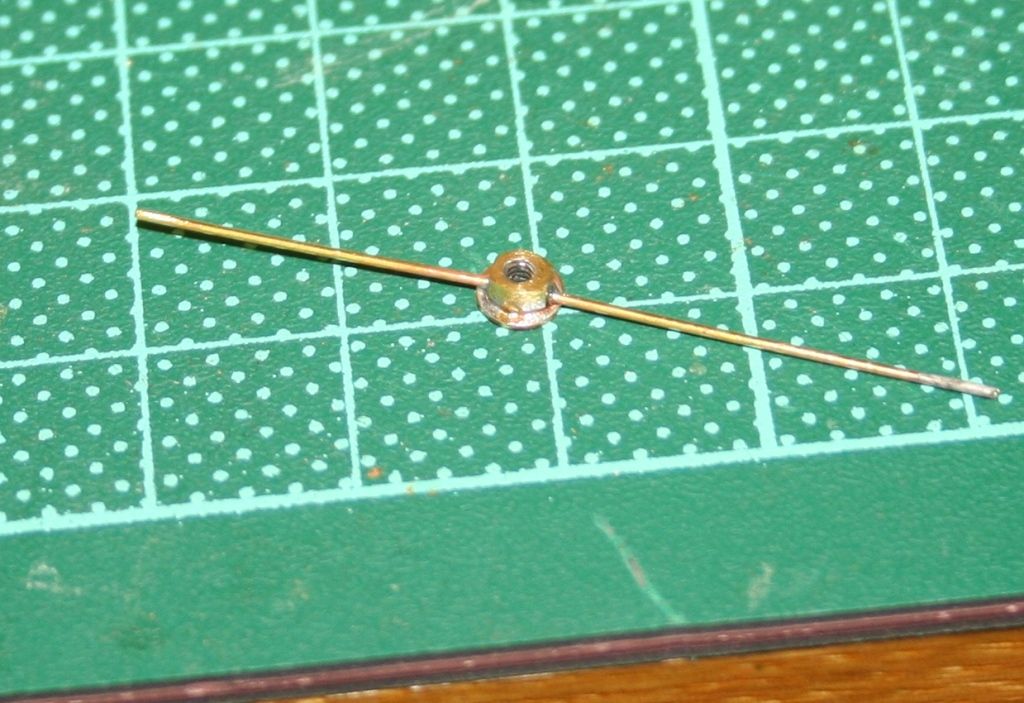
Next grip the rounded nut and the washer together with the groove to the washer and again with the groove horizontal.

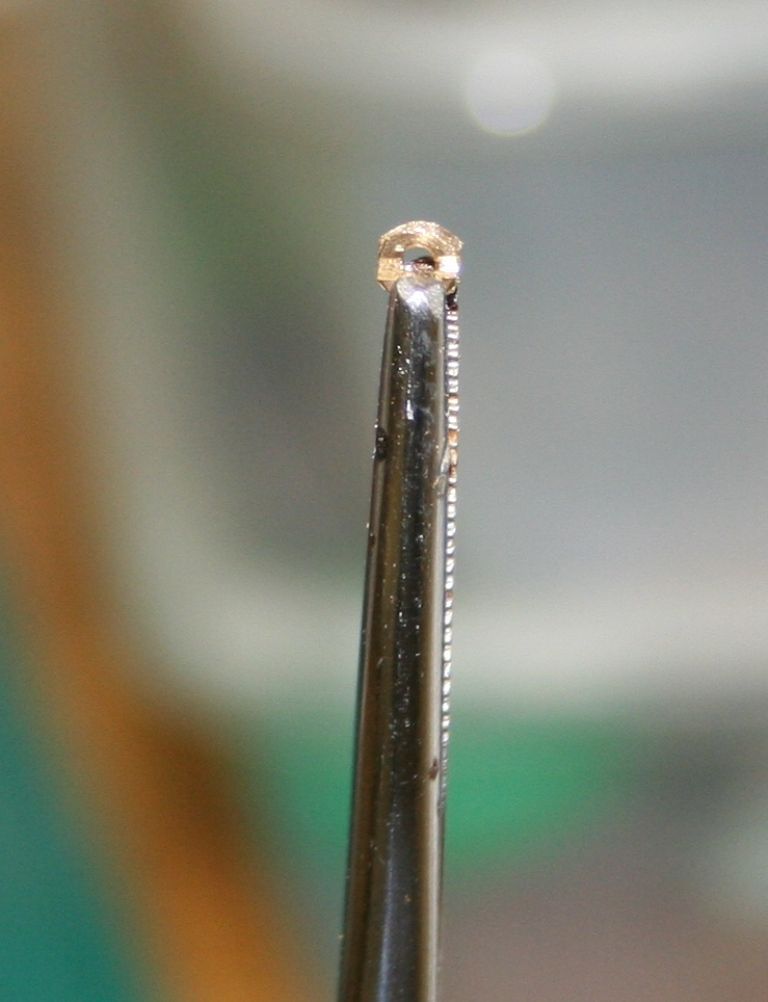
Next get some 0.5mm wire and insert a piece in the two holes – you may need to either file a point on them or be careful that you don’t push them too far in (if you have made the groove quite big). It’s not the end of the world if you do but just means an extra bit of work after soldering. I use the pointed ends/shafts of lace pins for this after using the heads for rivets.
The second shot is after a bit of work filing the ends to fit in the holes.
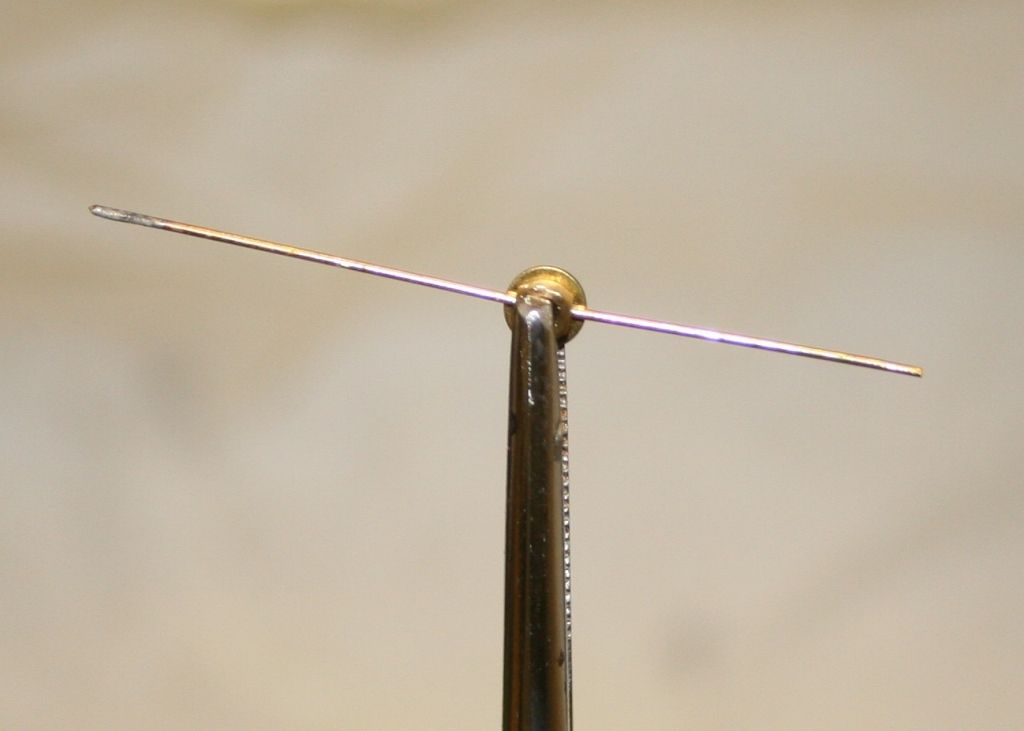
Next I put a drop of flux on and a small piece (about 3mmx1mm) of 188 degree solder and heat gently with my microflame until the solder runs (if you try to be too quick with the heat the solder bounces off as the flux boils).
Next clip back the ends of the wire pins and file them back neatly.


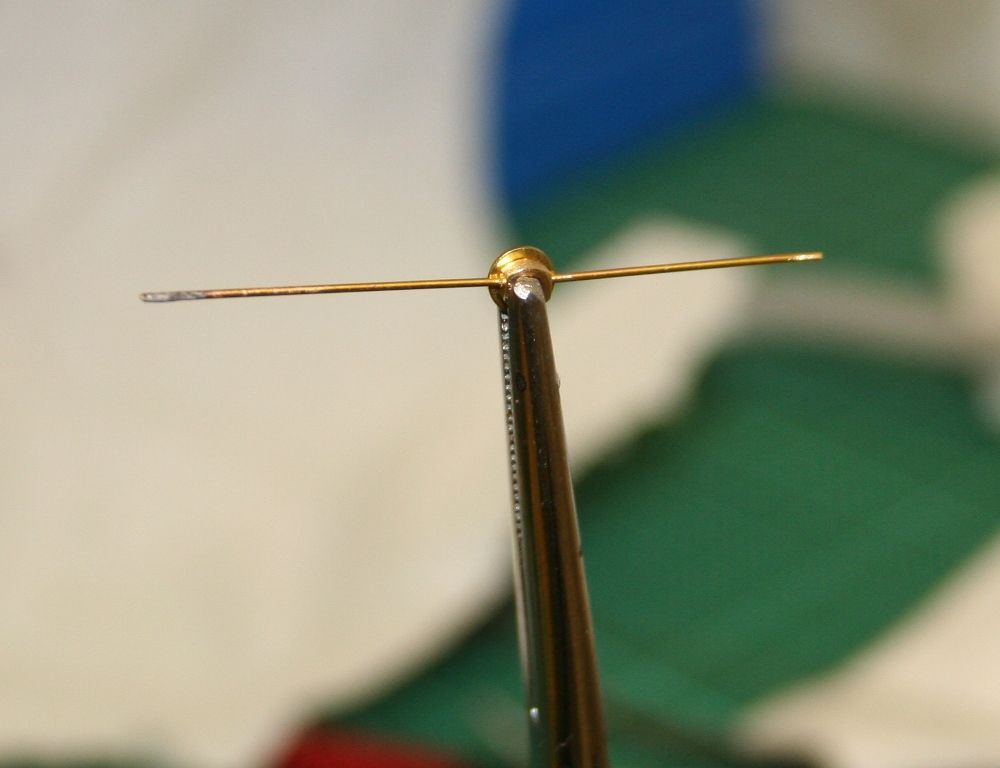
Then I made sure that they are tight on the end of the stud and use a wire brush in the mini drill to clean them up.

A dunk in the blackening fluid rinse and dry off and repeat the wire brush procedure leaves you with this

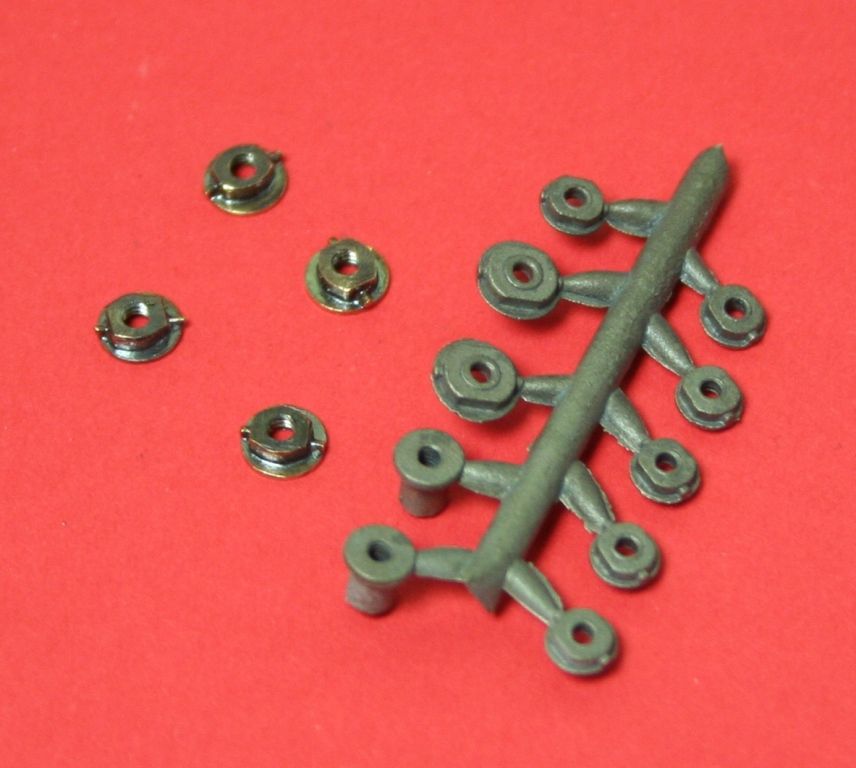
As promised a comparison to the rather nice CPL castings (I think that the original that I compared them to were DJH which are in the shape of a hexagon nut attached to a washer with a pin through).
They are not perfect, but they look better than a plain nut and they are quite therapeutic to make with nothing special in the way of tools.